Our Partnership with Quintex, Manufacturer of Cheetah
Quintex is the market leader in energy management technology. They manufacture Cheetah an innovative, proven energy saving solution for commercial kitchens, which has been installed in many blue-chip customers including major restaurants, pubs, hotels, supermarkets department stores and leisure operators throughout the UK and Europe.
SaveMoneyCutCarbon can provide complete project management services when it comes to your Quintex Cheetah product, including required energy surveys and audits, specification of the correct Cheetah system, Installation and monitoring and measurement capabilities. Overall reducing your kitchen’s energy consumption, improving your bottom line and carbon footprint.

Proven Technology Delivers Savings & Peace of Mind
Cheetah is currently installed in 6000+ sites, including many blue-chip customers

Sectors that can Benefit from Energy Saving by Using Cheetah

Hospitality

Public Sector

Leisure
How does Cheetah Work?
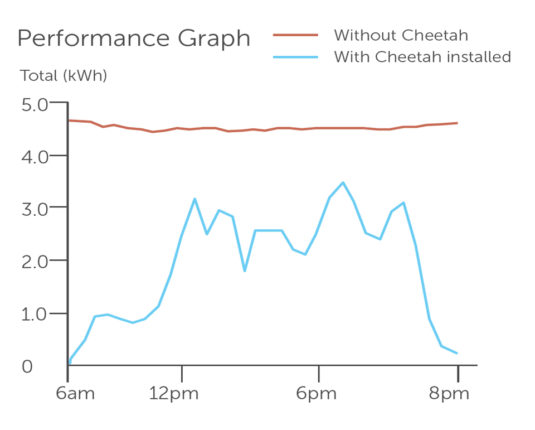
The extraction of waste heat, odours, fumes and combustion products in commercial catering constitutes a major demand for energy. Cheetah is a demand-controlled ventilation system which produces energy savings of up to 80%. It does this by controlling extractor and supply fans in line with demand.
Cheetah is both a retro fit and new build solution, that can interface with your existing building management system.
In larger commercial extractor fans, variable speed drives are mandatory as per Parts F&L of the Building Regulations. Cheetah controls these drives through a series of intelligent sensors that are interconnected on a data communications network.
Installing demand-controlled ventilation can reduce fan speeds to 40% of their normal operating speed when activity levels are low: this means energy consumption is 6% of that of a fan running at 100% of normal operating capacity.
More about how Demand-Controlled Ventilation Works
The Cheetah kitchen extraction system consists of several intelligent modules, interconnected by a data communications network. A typical configuration is shown here.
When Cheetah operates in normal mode, sensors control the fans. Set to a minimum speed by default, demand-based extraction by the fans will automatically increase when smoke, high temperatures, low air flow and high levels of carbon dioxide is detected.
Key Features
- Display processor with system power supply & override facility
- Sensor processor
- Data logger with GPRS remote access system
- Temperature sensors
- Optic sensors – smoke and steam
- Air flow meters (optional)
- Carbon dioxide sensors (optional)
Key Benefits to your Business
The patented Cheetah system applies the principle of the ‘Affinity Laws for Centrifugal Loads’ thereby reducing fan speeds to 40% of their normal operating speed when activity levels are low: this results in energy consumption that is 6% of that of a fan running at 100% normal capacity. Substantial further energy is saved by the resulting fall in demand for conditioned air supply.
Typically, you will see energy savings of up to 80%, with return on investment seen in less than 2 years.
- Reduce maintenance costs –The air flow meters in the extract ducts monitor the extract systems health to pre-empt any issues
- Reduce call out costs with remote access – system KPI’s such as fan speed can be monitored through the data logger so faults can be identified and usually fixed remotely
- Energy monitoring – the energy monitoring unit can meter energy usage on up to eight kitchen locations
- Fire safety – The GPRS system is alerted if the temperature in the ducts is measured as being to high
- Dual control – Cheetah controls both the extract and supply fans together, for optimum energy savings